



Точение конической поверхности, образующая которой имеет длину, превышающую 15 мм, зачастую сопровождается появлением вибраций. Это приводит к появлению волнистости на обрабатываемой поверхности. Вибрации усиливаются с увеличением длины и уменьшением диаметра детали.
Поверхность обрабатываемого изделия может стать волнистой при большом вылете резца или при неудовлетворительной его фиксации. Правда, вибрация возникает не во всех случаях (к примеру, обрабатывается жесткая деталь с образующей небольшой длины и большим углом уклона). В таких ситуациях велика вероятность смещения инструмента из-за действующих на него сил резания при отсутствии должного закрепления или чрезмерно большом вылете. В обоих случаях угол наклона будет отличен от требуемого.
По причине небольшой длины режущей кромки резец довольно сложно устанавливать на станке. Отсутствие прямолинейности лезвия инструмента ведет к отклонениям отверстия от нужной формы. Следует отметить, что устанавливать резец нужно на уровне центров станка.
Мехобработка отверстий в виде конусов установленным инструментом осуществима, если:
- длина образующей конуса составляет максимум 15 мм;
- обрабатываемая деталь отличается высокой жесткостью;
- обтачиваемый конус находится поблизости от зафиксированной части изделия;
- конус имеет большой угол наклона;
- к обрабатываемому изделию не предъявляются повышенные требования относительно точности, прямолинейности и качества механообработки отверстия.
Чтобы проверить уклон конуса, выполненного при помощи резца, можно использовать специальный шаблон.
Как получить коническое отверстие в сплошном металле?
Чаще всего для получения конуса в изделии без предварительно подготовленного отверстия его вначале нужно просверлить. Причем диаметр сверла, выбираемого для этой цели, должен быть меньше минимального диаметра конуса хотя бы на пару миллиметров. В случае большого уклона конуса отверстие придется рассверлить уступами.
Предварительная механообработка больших конусов на оборудовании производится следующим образом: вначале берется сверло наибольшего диаметра, которым выполняется неглубокое отверстие, далее следует перейти к сверлу с меньшим диаметром и выполнить им следующий уступ и так далее, пока не дойдет до наименьшего диаметра.
При растачивании отверстия выбирать рекомендуется резец, задний угол которого должен учитывать минимальный диаметр отверстия. Часто бывает, что вначале обработки выбранный инструмент прекрасно справляется со своими функциями, но в конце работ выбранный угол резца может оказаться недостаточно большим. Это приводит к трению между поверхностью отверстия и инструментом, что недопустимо.
Специфика развертывания конусов
Отверстия конической формы, отличающиеся нормализованными размерами необходимо обрабатывать развертками. Набор этих инструментов представлен на рисунке 1. В него входят три предмета конкретного типа и геометрических параметров, соответствующих обрабатываемому отверстию.
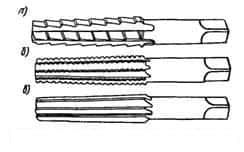
У каждой развертки, изображенной на рисунке 1, присутствует коническая режущая часть, размеры которой выбираются по отверстию, и хвостовик в форме цилиндра. Конструкционное исполнение конической части предусматривает наличие специальных канавок, образующих зубья.
Обдирочная развертка (рисунок 1,а) располагает небольшим количеством зубьев. Все они располагаются ступенчато по винтовой линии. Инструмент, представленный на рисунке 1, б имеет гораздо больше зубьев, которые так же, как и в первом варианте, размещены ступенчато. Характерной особенностью чистовой развертки (рисунок 1, в) являются прямые зубья.
Перед использованием разверток необходимо позаботиться о сверлении отверстия. Для этого выбирается сверло, диаметр которого где-то на полмиллиметра меньше диаметра обдирочной развертки. После сверления отверстия можно приступать к его развертыванию, в результате которого обрабатываемая поверхность становится не только конической, но и ступенчатой. Обработка вторым инструментом из набора способствует уменьшению ступеней и увеличению их количества. При использовании третьей развертки имеющиеся ступени сглаживаются.
Комплект, используемый для обработки отверстий с небольшим уклоном конуса, может состоять всего лишь из пары инструментов. Пологие конусы допускается обрабатывать чистовой разверткой.
Проверять параметры полученных отверстий проще всего калибр-пробкой, изображенной на рисунке 2.
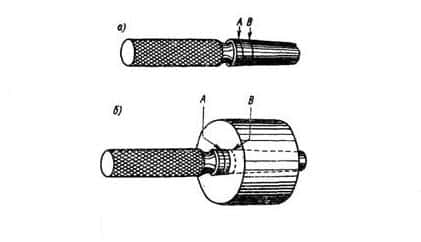
Используя представленный выше калибр, на его боковой поверхности можно делать специальные отметки при помощи мела/карандаша. При вводе данного приспособления в отверстие его нужно несколько раз провернуть. Полностью стертые отметки будут свидетельствовать о том, что угол конуса отверстия выполнен верно. В случае, когда отметки стираются лишь у меньшего диаметра калибр-пробки, угол конуса выполнен больше, чем нужно. Соответственно, о слишком маленьком угле конуса можно судить по линиям, стертым только у большого диаметра контрольного инструмента.
На рисунке 2, б представлена проверка правильно обработанного конуса, поскольку риска В перекрывается деталью, а риска А — нет. Если бы торец изделия не перекрыл риску В, то отверстие можно обработать еще раз. Если же торец изделия перекрывает риску А, то деталь считается браком. Вместо рисок на инструменте могут предусматриваться специальные уступы, соответствующие проходному/непроходному размеру.
Перейти к списку статей >>


