



 Нарезание резьбы является одним из видов механообработки, который может выполняться разными инструментами. В большинстве случаев для этого используется метчик. В процессе обработки следует учитывать различные аспекты:
Нарезание резьбы является одним из видов механообработки, который может выполняться разными инструментами. В большинстве случаев для этого используется метчик. В процессе обработки следует учитывать различные аспекты:
- марку материала обрабатываемого изделия;
- конструкционные особенности инструмента;
- характеристики станка;
- режимы резания.
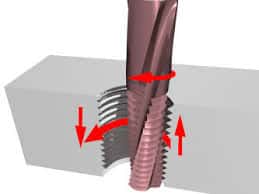
Следует отметить, что при резьбонарезании на зуб метчика приходится огромная нагрузка, что обуславливается соприкосновением инструмента с гранью резьбы. Чтобы предупредить выход из строя метчика, а также обеспечить высокую точность и отменное качество обрабатываемой поверхности, необходимо позаботиться об эффективном отводе стружки с зоны резания. Множество нюансов, которые нужно учитывать при данном виде механической обработки, создают специалистам, работающим над улучшением показателей производительности работ, определенные трудности.
Каждому материалу — определенный метчик
Метчики, используемые для резания разных материалов, различаются между собой величиной переднего угла и кривизной передних поверхностей. Как правило, эти параметры характеризуются нулевыми либо отрицательными значениями, если резьба нарезается на деталях, выполненных из труднообрабатываемых сплавов. Если инструмент будет иметь большую кривизну передних поверхностей, то при работе с подобными материалами часто образовываются задиры.
 Метчики с положительным передним углом используются при механообработке металлов, которые дают сливную стружку. Это способствует закручиванию снимаемого слоя материала и его сколу.
Метчики с положительным передним углом используются при механообработке металлов, которые дают сливную стружку. Это способствует закручиванию снимаемого слоя материала и его сколу.
Задний угол — еще один важный параметр режущего инструмента. Материалы повышенной твердости рекомендуется обрабатывать метчиками с большим задним углом, поскольку он помогает снизить трение и направить смазочно-охлаждающую жидкость в зону обработки. Однако слишком большое выбранное значение ухудшает самоцентрирование инструмента. В процессе работы с пластичными металлами такие характеристики метчика приводят к несоответствию полученной резьбы заданным параметрам.
Резьбонарезание в глухих отверстиях производится специальными метчиками, различающимися между собой углом подъема резьбы. Материалы с улучшенными прочностными свойствами лучше обрабатываются инструментом с небольшим углом. Метчики, имеющие малую длину рабочей части, в работе испытывают незначительные силы резания, что прекрасно подходит для нарезания резьбы на деталях, выполненных из труднообрабатываемых сплавов.
Добиться высокой эффективности мехобработки можно лишь в том случае, если уделить должное внимание всем аспектам резьбонарезания, а не только процедуре выбора металлорежущего инструмента. К примеру, выполнять резьбу на заготовке из серого чугуна инструментом устаревшей конструкции лучше всего на скорости 15 м/мин, а метчиками обновленной конструкции — 75 м/мин. При этом требуемой скорости резания можно добиться только при определенных условиях. Другими словами, если нарезание резьбы производится без подвода СОЖ, то скорость резания не должна превышать 45 м/мин (перегрев, например, быстрорежущей стали ведет к снижению ее стойкости).
Особенности использования твердосплавных метчиков
Покрытие инструментального материала имеет не меньшее значение, чем геометрические параметры метчика. Им может быть TiAlN, TiCN, CrN, TiN, каждое из которых повышает стойкость инструмента, что способствует улучшению производительности.
 В настоящее время большую популярность завоевывают метчики из твердых сплавов. Они вытесняют инструменты из иных материалов точно так же, как твердосплавные резцы когда-то заменили быстрорежущие при выполнении точения.
В настоящее время большую популярность завоевывают метчики из твердых сплавов. Они вытесняют инструменты из иных материалов точно так же, как твердосплавные резцы когда-то заменили быстрорежущие при выполнении точения.
Метчики, изготовленные из твердых сплавов, являются довольно хрупкими, из-за чего проблематично справляются с большими нагрузками, чего нельзя сказать об инструменте из быстрорежущей стали. При этом они показали себя с лучшей стороны в работе с серым чугуном и алюминиевыми сплавами, содержащими значительный процент кремния. Главным видом износа при мехобработке перечисленных выше металлов и сплавов является абразивный.
Появление твердых сплавов с мелкой зернистостью и высокой прочностью способствовало появлению твердосплавных метчиков, обладающих великолепной стойкостью к износу и прекрасными прочностными характеристиками. Они подходят для нарезания резьбы на стальных и пластиковых изделиях. К тому же, широкому распространению такого инструмента способствует совершенствование металлорежущих станков.
Оборудование для резьбонарезания
Повысить производительность механообработки и качество изготавливаемых деталей невозможно без специального металлообрабатывающего оборудования. Нарезание резьбы выполняется на станках, которые условно можно разделить на две группы:
- сверлильные станки с возможностью резьбонарезания с максимальной частотой вращения шпинделя 6000 мин-1;
- центры с частотой вращения шпинделя 3000 мин-1. Данные агрегаты не требуют использования плавающих патронов. В процессе работы применяются жесткие циклы нарезания резьбы, то есть перемещение вдоль оси Z синхронизируется с частотой вращения шпинделя.
Вторая группа оборудования зачастую характеризуется наличием практичных функций для резьбонарезания: быстрый вывод инструмента из отверстия и установление наибольшего момента. Такие опции исключают поломку метчика.
Существует мнение, что в процессе нарезания резьбы в центрах не возникает вопрос о применении специальных компенсирующих средств. В действительности, чтобы возместить накопленную погрешность (несоответствие шага инструмента частоте вращения шпинделя и реальной подаче), рекомендуются метчиковые патроны, в которые встраивается гибкий элемент. Именно такими являются изделия SynchroFlex, чья компенсирующая способность составляет полмиллиметра.
Перейти к списку статей >>

