



 Любой вид механической обработки, включая нарезание резьбы, зависит от следующих факторов:
Любой вид механической обработки, включая нарезание резьбы, зависит от следующих факторов:
- материала заготовки;
- особенностей конструкционного исполнения режущего инструмента;
- возможностей станка;
- режимов резания.
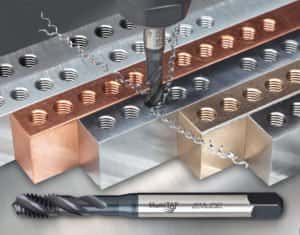
В процессе нарезания резьбы на каждый зуб метчика приходится огромная нагрузка, что обусловлено постоянным контактом режущего инструмента с поверхностью резьбы. Чтобы достичь высокой точности и отменного качества обработки, следует обеспечить нормальный отвод стружки. Пренебрежение этим правилом может привести к поломке метчика. Более того, именно этот признак создает дополнительные сложности для конструкторов, проектирующих металлорежущий инструмент, действие которого направлено на повышение производительности обработки.
Виды метчиков и их конструкционные различия
Метчики различаются между собой конструктивным исполнением (передний угол, кривизна передней поверхности), обусловленным типом обрабатываемого материала:
- если материалы плохо подвергаются обработке, то передний угол имеет отрицательные показатели;
- если в процессе металлообработки образуется сливная стружка, то передний угол имеет положительное значение.
Еще один важный параметр данного режущего инструмента — задний угол. При обработке твердых материалов его, как правило, делают большим, чтобы снизить трение и обеспечить подачу СОЖ к зоне резания. На самом деле, этот показатель не должен превышать оптимальных значений, поскольку если он будет чересчур велик, то это ухудшит самоцентрирование метчика. Подобная ситуация в случае с обработкой пластичных материалов, наверняка, приведет в результате к получению неправильных параметров резьбы.
 Метчики, предназначенные для обработки глухих отверстий, различаются между собой углом подъема винтовой линии. При работе с прочными материалами предпочтителен режущий инструмент, отличающийся небольшим углом. Так обеспечивается прочность самого метчика. В процессе работы с материалами, которые с трудом подвергаются обработке, лучше всего себя проявит метчик, имеющий небольшую режущую часть.
Метчики, предназначенные для обработки глухих отверстий, различаются между собой углом подъема винтовой линии. При работе с прочными материалами предпочтителен режущий инструмент, отличающийся небольшим углом. Так обеспечивается прочность самого метчика. В процессе работы с материалами, которые с трудом подвергаются обработке, лучше всего себя проявит метчик, имеющий небольшую режущую часть.
Увеличить эффективность процесса резьбонарезания возможно только тогда, когда внимание будет уделяться всем нюансам обработки. Помимо геометрии метчика очень важно покрытие, которое наносится на поверхность режущего инструмента (TiCN, TiAlN, TiN, CrN). С помощью него значительно улучшаются эксплуатационные характеристики инструмента, более того, повышается производительность.
Метчики из твердых сплавов
Метчики из твердых сплавов с каждым годом обретают все большую популярность, вытесняя другие материалы подобно тому, как твердосплавные резцы сменили режущий инструмент из быстрорежущей стали.
Несмотря на то, что твердосплавные метчики обладают повышенной хрупкостью, отчего тяжело выдерживают большие нагрузки, они прекрасно зарекомендовали себя при обработке алюминия и серого чугуна. Это обусловлено абразивным механизмом износа, характерным для подобных видов металлообработки.
Благодаря разработкам специалистов, трудившихся над твердыми мелкозернистыми сплавами с высоким уровнем прочности, сегодня доступны износостойкие метчики. Их чаще всего используют при резьбонарезании деталей, выполненных из закаленной стали, жаропрочных сплавов и пластика.
Оборудование для резьбонарезания
Повысить производительность металлообработки, а также качество обрабатываемых изделий, можно при помощи соответствующих станков. При нарезании резьбы используется следующее оборудование:
- станки, на которых можно производить сверление и резьбонарезание, с максимальной частотой вращения шпинделя 6000 мин-1;
- обрабатывающие центры — этот вариант становится все популярнее. На таких станках применяются жесткие циклы резьбонарезания. При этом в использовании плавающих патронов нет необходимости.
Характерная частота вращения шпинделя — от 2000 до 3000 мин-1.
Современные обрабатывающие центры оснащают дополнительными функциями, полезными для нарезания резьбы (предотвращают поломку метчика). К ним относится ускоренный вывод режущего инструмента из отверстия, а также задание максимального значения момента.
В теории при выполнении работ на обрабатывающих центрах вспомогательные средства, которые, к примеру, компенсируют несоответствие шага инструмента подаче и частоте вращения, не нужны. В действительности, компенсировать подобные погрешности можно метчиковыми патронами, имеющими гибкий элемент.
Перейти к списку статей >>

